برای مشاهده ترجمه فارسی این مقاله اینجا کلیک کنید
[wowslider id=”2″]
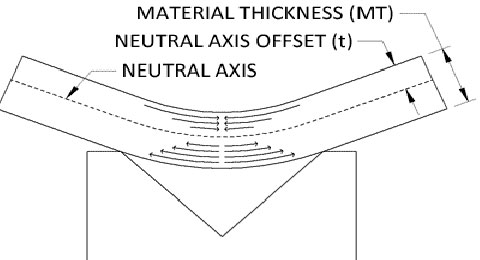
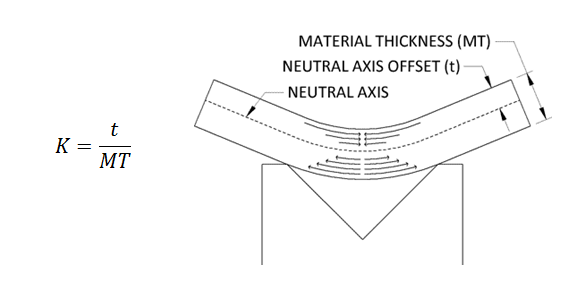
The K-Factor in sheet metal working is the ratio of the neutral axis to the material thickness. When metal is bent the top section is going to undergo compression and the bottom section will be stretched. The line where the transition from compression to stretching occurs is called the neutral axis. The location of the neutral axis varies and is based on the material’s physical properties and its thickness. The K-Factor is the ratio of the Neutral Axis’ Offset (t) and the Material Thickness (MT). Below the image shows how the top of the bend is compressed, and the bottom is stretched.
The K-Factor is used to calculate flat patterns because it is directly related to how much material is stretched during the bend. It’s used to determine Bend Allowances and Bend Deductions ahead of the first piece. Having an accurate idea of your K-Factor is key to designing good parts because it can anticipate Bend Deductions for a variety of angles without relying on a chart. Because of this it is often used by design software such as Solid Edge, Solid Works and Pro-Engineer, though Pro-Engineer uses a variation called the Y-Factor.
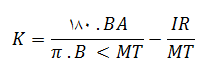
If you have a Bend Allowance (BA) you can derive the K-Factor from it. This is useful if you are transitioning from hand layouts to an advanced design software. Subsequently you can use the K-Factor to extrapolate allowances for new angles and radii.
Since the K-Factor is based on the property of the metal and its thickness there is no simple way to calculate it ahead of the first bend. Typically the K-Factor is going to be between 0 and .5. In order to find the K-Factor you will need to bend a sample piece and deduce the Bend Allowance. The Bend Allowance is then plugged into the above equation to find the K-Factor.
A K-Factor will typically range between 0 and .5 for standard materials and thicknesses though smaller and larger K-Factors are possible. To help you begin I’ve included a K-Factor Chart below which contains common K-Factor starting points, good for general fabrication, for steel, aluminum and stainless steel.
| Radius | Soft / Aluminum | Medium / Steel | Hard / Stainless Steel |
| Air Bending | |||
| ۰ – Mt. | ۰٫۳۳ | ۰٫۳۸ | ۰٫۴ |
| Mt. – 3*Mt. | ۰٫۴ | ۰٫۴۳ | ۰٫۴۵ |
| ۳*Mt. – >3*Mt. | ۰٫۵ | ۰٫۵ | ۰٫۵ |
| Bottom Bending | |||
| ۰ – Mt. | ۰٫۴۲ | ۰٫۴۴ | ۰٫۴۶ |
| Mt. – 3*Mt. | ۰٫۴۶ | ۰٫۴۷ | ۰٫۴۸ |
| ۳*Mt. – >3*Mt. | ۰٫۵ | ۰٫۵ | ۰٫۵ |
| Coining | |||
| ۰ – Mt. | ۰٫۳۸ | ۰٫۴۱ | ۰٫۴۴ |
| Mt. – 3*Mt. | ۰٫۴۴ | ۰٫۴۶ | ۰٫۴۷ |
| ۳*Mt. – >3*Mt. | ۰٫۵ | ۰٫۵ | ۰٫۵ |
The K-Factor for a 180° bend is going to be meaningless because it’s tied to the Outside Setback which approaches infinity as the bend approaches 180°. Because of this K-Factors are not used to calculate allowances over 174°. Instead a hem allowance of 43% of the material thickness is used. See our post on Sheet Metal Hems for more information.
شرکت فنی و مهندسی تکسا از سال ۱۳۹۴ با هدف استفاده از دانش و تخصص روز دنیا در راستای ارتقای همه جانبه صنعت ساخت سازه های فلزی و باکس های با درجه حفاظتی بالا در کشور فعالین خود را آغاز نموده و با تلاش و پشتکار تیم فنی خود توانست در کمتر از ۶ ماه به بازارهای بزرگی مانند صنایع خودرو، ریسندگی و بافندگی، و انجام پروژهای شهری با همکاری شهرداری کاشان راه پیدا کند.
۰۹۱۳۱۳۴۱۶۰۰