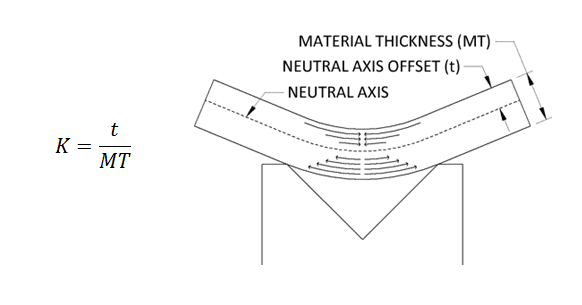
K فاکتور در صنعت ورقکاری ضریبی از موقعیت تار خنثی نسبت به ضخامت ورق میباشد. وقتی که ورق خم میشود، قسمت فوقانی ورق تحت فشار و قسمت پایینی آن تحت کشش قرار میگیرد.
مرز مابین این فشردگی و کشش را تار خنثی مینامند که موقعیت آن، بسته به خواص مکانیکی و ضخامت ورق متغیر است.
تصویر زیر نشان میدهد که قسمت فوقانی خم چقدر فشرده و قسمت پایینی آن چه مقدار کشیده شده است.
k فاکتور نسبت حاشیهی تار خنثی و ضخامت ورق است.
از آنجایی که K فاکتور بطور مستقیم به مقدار کشش ورق در طول خم مرتبط است، از آن برای محاسبهی سطح گسترده ورق استفاده میشود.
از آن همچنین برای مشخص نمودن Bend deduction و Bend Allowances اولین قطعه استفاده میشود.
داشتن k فاکتور صحیح، کلید طراحی سازه های دقیق مهندسی است، زیرا بکمک آن میتوان Bend deduction را برای انواع زوایا بدون نیاز به نمودار پیشبینی کرد.
به همین دلیل k فاکتور بمنظور محاسبه سطح گسترده ورق اغلب توسط نرمافزارهای طراحی مانند Solid Edge, SolidWorks و Pro-Engineer استفاده میشود، اگرچه Pro-Engineer از نوعی متغیر بنام Y فاکتور استفاده میکند.
اگر شما Bend Alowances را داشته باشید (BA) ، میتوانید k فاکتور را از آن بدست آورید.
مراحل محاسبهی k فاکتور
از آنجایی که k فاکتور وابسته به خواص مکانیکی و ضخامت ورق است، هیچ راه سادهای برای محاسبهی آن قبل از خم اولیه وجود ندارد.بهطور معمول k فاکتور همیشه بین ۰ تا ۰٫۵ است.
بهمنظور یافتن k فاکتور شما باید یک قطعهی نمونه را خم کرده و Bend Allowances را محاسبه کنید. سپس بمنظور بدست آوردن K فاکتور، BA را در معادله مربوطه قرار دهید.
۱- با آمادهسازی ورق خام نمونه که از سایزهای شناختهشده و برابر هستند شروع میکنیم. ورقهای خام باید حداقل ۳۰ سانتیمتر طول داشته باشند تا امکان ایجاد یک خم جفتی و یک عمق چند اینچی را داشته باشند.
برای مثال ما ورقی به ضخامت۰٫۰۷۵ اینچ و با طول و عرض ۱۲ اینچ داریم. (طول قطعه در محاسباتمان استفاده نخواهد شد). برای انجام محاسبات به آمادهسازی و اندازهگیریهای میانگین حداقل ۳ نمونه نیاز داریم.
۲- دستگاه خمتان را با ابزار موردنیاز برای خم ۹۰ درجه فلز با ضخامت مورد نظر تنظیم کنید .
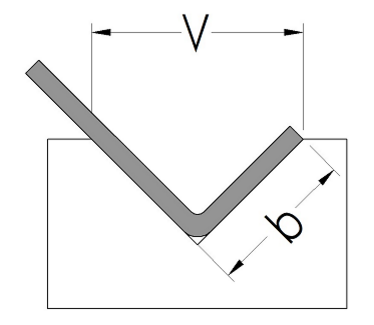
۳- یکبار که قطعات نمونهی خود را با دقت خم کردید طول فلج (b) هر قطعه را اندازه بگیرید. مقادیر را ثبت کرده و و میانگین آن را بدست آورید. این طول باید حدودا بیش از نصف طول اصلی باشد. برای مثال میانگین طول پایه ما ۲٫۰۷۳ اینچ است.
۴- اندازهی دوم، شعاع داخلی است که در حین فرایند خم ایجاد میشود. شما میتوانید از گیج های شعاع برای بدست آوردن این مقدار استفاده کنید. برای مثال ما شعاع داخلی ۰٫۱۰۵ اینچ را بدست میآوریم.
۵- اکنون که اندازههایتان را دارید، BA را مشخص میکنیم.
برای این کار ابتدا طول پایه را با تفریق ضخامت ماده و شعاع داخلی، از طول فلج بدست میآوریم.(توجه داشته باشید که این معادله فقط برای خمهای ۹۰ درجه بکار میآید زیرا طول پایه از نقطهی مماس است) .
در مثال ما طول پایه بصورت زیر بدست خواهد آمد:
۲٫۰۷۳ – ۰٫۱۰۵ – ۰٫۰۷۵ = ۱٫۸۹۳
۶- در مرحله بعد، دوبرابر طول پایه را از طول اولیه تفریق کرده تا BA مشخص شود
۴ –( ۱٫۸۹۳ x 2) = 0.214
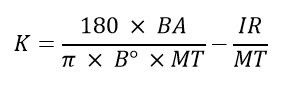
۷- در مرحله آخر برای محاسبه k فاکتور، کافی است که مقادیر Bend Allowance (BA), Bend Angle ( ), Inside Radius (IR) وMaterial Thickness (MT) را در معادلهی زیر قرار دهیم.
نمودار K فاکتور
k فاکتور اصولاً عددی بین ۰ تا ۵٫۰ ردهبندی میشود. البته برای ورق های استاندارد با ضخامتهای استاندارد k فاکتورهای کوچکتر و بزرگتر هم امکانپذیر است.
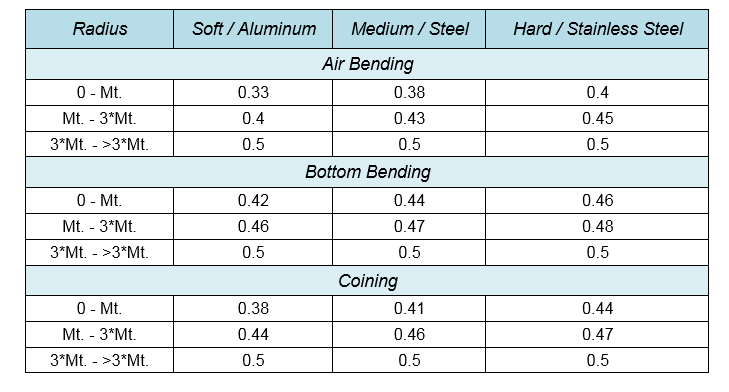
بمنظور افزایش سرعت طراحی، برای متریال ها و خم های مختلف بسته به ضخامت ورق، جداول k فاکتور محاسبه و طراحی شدهاند. جدول زیر مقادیر k فاکتور را برای سه گرید مختلف ورق و سه نوع خم رایج نمایش میدهد:
K فاکتور خم ۱۸۰ درجه
توجه داشته باشیدکه k فاکتور از یک خم ۱۸۰ درجه بیمعنا خواهد بود زیرا منجر به شکست بیرونی خواهد شد.
به همین دلیل K فاکتورها برای محاسبهی allowance های بیش از ۱۷۴ درجه استفاده نشده و بهجای آن از hem allowance با ۴۳% ضخامت ورق استفاده میشود.
مترجم: عالیه مدرسیان
منبع: www.sheetmetal.me